

روشهای جوشکاری فلزات، یکی از مباحث جذاب و اساسی در صنعت فلزات است که تأثیر عمیقی بر انواع صنایع از جمله خودروسازی، ساخت و ساز، صنایع دریایی و فضایی دارد. جوشکاری به عنوان یکی از روشهای اصلی تولید و اتصال قطعات فلزی، نقش بسیار مهمی را در ایجاد ساختارهای فلزی پیچیده و پرکاربردی ایفا میکند. در این پست، به بررسی انواع روش های جوشکاری فلزات می پردازیم.
جوشکاری چیست؟
جوشکاری یک فرایند صنعتی است که در آن دو یا چند قطعه یا بخش از جامدات به کمک گرما، فشار یا ترکیب آن دو به هم متصل میشوند. این فرایند اغلب برای ایجاد اتصالات استفاده میشود، اما ممکن است برای تغییر شکل، تقویت یا بازسازی قطعات نیز به کار رود. جوشکاری میتواند به صورت مختلفی انجام شود، از جمله جوشکاری با قوس الکتریکی، جوشکاری با گاز، جوشکاری با ماگما، و جوشکاری با اصطکاک. این فرایندها بسته به نوع مواد و شرایط محیطی متفاوتی دارند و در صنایع مختلفی از جمله صنایع خودروسازی، ساخت و ساز، صنایع فلزی و در حوزههای دیگر به کار میروند.
انواع جوشکاری فلزات
انواع مختلفی از جوش وجود دارند، هرکدام با روشها، مواد و کاربردهای متفاوتی همراه هستند. در ادامه، توضیحات مختصری دربارهی انواع جوشها ارائه میشود:


جوشکاری با قوس الکتریکی (Shielded Metal Arc Welding – SMAW)
در فرایند جوش الکتریکی، اتصال بین دو قطعه فلزی از طریق استفاده از جریان الکتریکی و تولید گرما به منظور ذوب فلزات انجام میشود. معمولاً از یک الکترود که مواد جوشکاری پوشیده شده به آن متصل است و جریان الکتریکی بین الکترود و قطعات فلزی اعمال میشود، برای ایجاد این جریان استفاده میشود.
در این روش الکترود مورد استفاده (که شامل مواد جوشکاری پوشیده شده است) به فلزها متصل میشود. این الکترود میتواند به صورت مستقیم یا غیرمستقیم (با استفاده از یک ماده جوشکاری مثل الکترود مصرفی) با قطعات فلزی تماس داشته باشد. با اعمال جریان الکتریکی بین الکترود و قطعات فلزی، یک قوس الکتریکی تشکیل میشود. این قوس الکتریکی باعث ایجاد گرما و داغ شدن قطعات فلزی میشود. گرما ایجاد شده توسط قوس الکتریکی باعث ذوب قسمتهای فلزی میشود. ذوب فلزات باعث ایجاد یک استحکام و اتصال محکم بین قطعات میشود.
مکانیزم جوش الکتریکی با استفاده از گرما و ذوب فلزات به منظور ایجاد اتصال دائمی بین قطعات استفاده میشود. این فرایند در صنایع مختلف از جمله صنعت فلزات، ساخت و ساز، خودروسازی و صنایع فولادی به کار میرود. معمولاً برای جوشکاری فلزات مانند فولاد استفاده میشود.

جوشکاری با گاز فلز آرگون (Gas Metal Arc Welding – GMAW)
جوشکاری با گاز فلز آرگون یا Gas Metal Arc Welding (GMAW) یا به نام MIG (Metal Inert Gas) Welding نیز شناخته میشود. این فرایند جوشکاری از نوع قوس الکتریکی است که در آن از یک الکترود فلزی به همراه گاز حفاظتی (معمولاً آرگون) برای محافظت از قوس الکتریکی و منطقه جوش استفاده میشود.
در این روش یک الکترود فلزی (که به عنوان سیم جوش شناخته میشود) به منبع جریان الکتریکی متصل میشود. این سیم جوش همچنین به دستگاه پیشرفته جوشکاری متصل است. گاز آرگون به عنوان گاز حفاظتی استفاده میشود تا از قطعه جوش و الکترود در طول جوشکاری محافظت کند و از تماس با هوا یا آلایندههای دیگر جلوگیری کند.
این روش جوشکاری برای اتصال فلزات مختلف از جمله فولادهای ضد زنگ، آلومینیوم و فولادهای کربنی استفاده میشود. از آن به عنوان یک فرایند سریع و کارآمد در صنایع مختلف از جمله صنایع خودروسازی، ساخت و ساز، و صنایع فلزی استفاده میشود.

جوشکاری تیگ (Tungsten Inert Gas Welding – TIG)
جوشکاری تیگ یا Tungsten Inert Gas Welding (TIG) یک فرایند جوشکاری است که از یک الکترود تنگستنی و گاز حفاظتی (معمولاً آرگون یا هلیم) برای محافظت از جوش و ایجاد اتصال استفاده میکند. این فرایند جوشکاری یکی از روشهای دقیق و کنترل شده برای ایجاد جوشهای با کیفیت بالا است.
الکترود تنگستن با نقطه ذوب بسیار بالا و استحکام مکانیکی بالا برای جوشکاری استفاده میشود. این الکترود باعث ایجاد قوس الکتریکی میان قطعات فلزی میشود. گاز حفاظتی (آرگون یا هلیم) استفاده میشود تا منطقه جوش را از تماس با هوا و اکسیژن جلوگیری کند و از تغییرات آلیاژی فلزات به دلیل اکسیداسیون جلوگیری کند.
این روش جوشکاری برای فلزات حساس و نازک استفاده میشود، زیرا کنترل دقیقی روی جریان الکتریکی، گاز حفاظتی و دما در این فرآیند وجود دارد که به دقت و کیفیت بالای جوش کمک میکند. از جوشکاری تیگ برای فلزاتی مانند آلومینیوم، استیل ضدزنگ و فلزات حساس به حرارت استفاده میشود.
جوشکاری با فلزکاری الکتریکی (Electroslag Welding – ESW)
جوشکاری با فلزکاری الکتریکی یا Electroslag Welding (ESW) یکی از فرایندهای جوشکاری است که برای ایجاد اتصال بین دو قطعه فلزی ضخیم و حجیم استفاده میشود. این روش برای جوشکاری فلزاتی با ضخامت زیاد و تولید جوشهای بزرگ و عمیق که نیاز به اتصال دائمی و قوی دارند، مورد استفاده قرار میگیرد.
در این فرایند، یک الکترود فلزکاری و یک لایه ضخیم از فلزکاری (فلزکاری پودری) بین دو قطعه فلزی قرار میگیرد. سپس جریان الکتریکی به داخل الکترود وارد شده و انجماد فلزکاری پودری را آغاز میکند.
با اعمال جریان الکتریکی به الکترود، یک قوس الکتریکی بین الکترود و فلزکاری پودری ایجاد میشود که باعث ذوب فلزکاری پودری میشود. فلزکاری پودری ذوب شده و به شکل یک جوش عمیق و درخشان تبدیل میشود که بین دو قطعه فلزی ایجاد میکند.
این روش معمولاً برای جوشکاری فلزاتی مانند فولادهای ضخیم در صنایع ساختمانی، کشتیسازی، ساخت و ساز صنعتی و دیگر صنایعی که نیاز به جوشهای عمیق و محکم دارند، استفاده میشود.

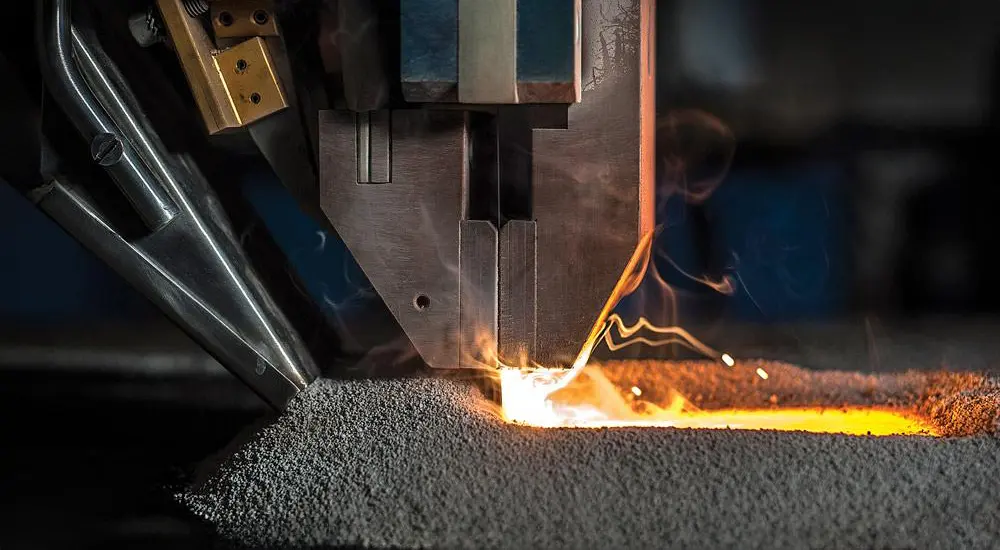
جوشکاری لیزری (laser Welding)
جوش لیزری یک فرآیند جوشکاری پیشرفته است که از نور لیزر برای ایجاد اتصال بین دو یا چند قطعه از جامدات استفاده میکند. در این فرایند، یک شعاع لیزر به منظور تولید گرما و ذوبان محلول مورد نظر بر روی سطح قرار داده میشود. قدرت و تمرکز بالای نور لیزر باعث میشود که قطعات فلزی در نقطه مورد نظر ذوب شده و به هم متصل شوند.
جوش لیزری به دلیل دقت بالا، کنترل دقیق پارامترها، عدم نیاز به مصرف مواد جانبی برای جوشکاری (مانند الکترودها یا گازها) و توانایی کار با فلزات حساس و نازک، در صنایع مختلفی مورد استفاده قرار میگیرد. این فرآیند برای جوشکاری فلزات مختلف از جمله فولاد، آلومینیوم، استنلس استیل و تیتانیوم استفاده میشود و در بخشهای مختلفی از صنعت، از جمله خودروسازی، الکترونیک، پزشکی و هوافضا به کار میرود.
مکانیزم جوش لیزری بر اساس تولید و ترکیب نور لیزری بر روی سطح قطعات فلزی استوار است. در این فرآیند، اتصال داغ بین دو قطعه فلزی از طریق اعمال نور لیزر صورت میگیرد. مراحل اصلی مکانیزم جوش لیزری عبارتند از:
- تولید نور لیزری: نور لیزر توسط یک منبع لیزر (مانند دیودهای لیزر یا لیزرهای نیتروژن یا دیگر نوع منابع) تولید میشود.
- تمرکز نور لیزر: این نور لیزر به وسیله لنزها یا سیستمهای تمرکز کننده دیگر به یک نقطه روی سطح قطعات فلزی تمرکز میشود. این تمرکز معمولاً به منظور افزایش دما و تولید گرما کافی برای ذوب قسمتهای مورد نظر انجام میشود.
- ذوب و اتصال: اعمال نور لیزری باعث گرمای بسیار بالا در نقطه تمرکز میشود که به تبدیل فلز به حالت ذوب میانجامد. در این حالت، دو قطعه فلزی به هم متصل شده و پس از خنک شدن، اتصال دائمی بین آنها ایجاد میشود.
مهمترین اصول مکانیکی در جوش لیزری شامل دقت بالا در تمرکز نور، کنترل دما و سرعت تغییر حالت فلز و همچنین کنترل حرارتی است. این کنترلها به منظور ایجاد اتصالات دقیق و با کیفیت بالا بین قطعات و جلوگیری از نقاط ضعف یا تغییرات ناخواسته در ساختار فلزات استفاده میشود.
هر نوع جوشکاری ممکن است برای کاربردهای خاصی مناسب باشد، به طوری که انتخاب نوع مناسب جوشکاری به ویژگیهای ماده مورد نیاز، ضخامت قطعات و نیازهای استفادهکننده بستگی دارد.




{kind=link}